
خوردگی حفره ای (Pitting Corrosion)
مقدمه خوردگی پدیده مخربی است که سالانه میلیون ها دلار ضرر و هزینه اضافی بر اقتصاد کشورها به جا می گذارد. در این بین، برخی از انواع خوردگی آثار مشخصی بر جای می گذارند که با تشخیص به موقع، می توان خسارت های وارد شده را به حداقل رساند. اما تشخیص برخی دیگر کار چندان ساده ای نبوده و آثار خود را پس از تخریب گسترده قطعه نشان می دهند. خوردگی حفره ای که با نام پیتینگ (pitting) نیز شناخته می شود، از این دسته خوردگی هاست که در این مقاله قصد داریم با سازوکار، روش های تست و بررسی و راهکارهای پیشگیری از آن به طور دقیق آشنا شویم ...

به طور کلی منظور از خوردگی حفره ای نوعی خوردگی موضعی است که در نتیجۀ ایجاد آن، حفرات یا سوراخهایی در قطعات تولید میشوند. ایجاد حفره خطرناکتر از آسیبهای خوردگی یکنواخت است. زیرا تشخیص، پیشبینی و طراحی مناسب جهت پیشگیری از آن کاری دشوار است.
در این شرایط، محصولات خوردگی غالباً حفرات ریز را میپوشانند. جالب است بدانید که یک حفرۀ کوچک و باریک، حتی با از دست دادن بخش کوچکی از جرم فلزی میتواند منجر به خرابی یک سیستم مهندسی کامل و بزرگ شود.
پیتینگ که تقریباً شروعکنندۀ انواع حملات خوردگی موضعی است، ممکن است اشکال مختلفی داشته باشد، برای مثال ممکن است به صورت چالههایی با دهانۀ باز (بدون پوشش) ظاهر شود یا پوششی از غشایی نیمه تراوا (Semi-Permeable Membrane) از محصولات خوردگی ایجاد کند. حفرات نیز میتوانند بیشکل، به صورت نیمکره یا به شکل جام (Cup-Shaped) باشند.
جدا از کاهش موضعی ضخامت، حفرات ناشی از خوردگی میتوانند باعث افزایش موضعی تنش در آن مکان شوند. در این حالت، خستگی و ترکخوردگی ناشی از تنش ممکن است به دلیل وجود این شکافها ایجاد شوند. یک حفرۀ کوچک در یک سیستم بزرگ، میتواند برای ایجاد یک خرابی فاجعهبار در آن سیستم کافی باشد.
یک نمونۀ بارز از چنین خرابی فاجعهباری اخیراً در مکزیک اتفاق افتاد. جایی که یک حفره در یک خط بنزین که از یک خط فاضلاب عبور میکرد باعث حجم عظیمی از ویرانی و مرگ 215 نفر در منطقۀ گوادالاخارا (Guadalajara) شد. مهمترین فلزات مستعد در برابر خوردگی حفره ای عبارتاند از:
- فولاد زنگ نزن
- آلومینیوم
- کروم
- آهن رویین شده (Passive Iron)
- کبالت
- مس
تئوری ایجاد خوردگی حفره ای
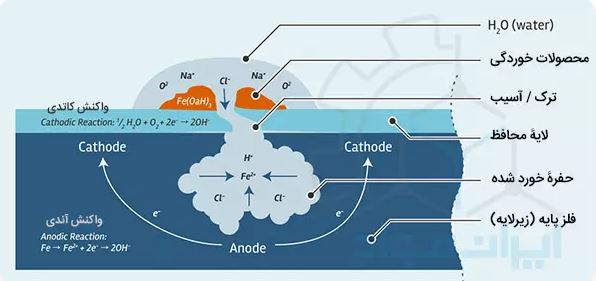
از نظر تئوری، یک سلول الکتروشیمیایی موضعی منجر به شکلگیری حفره میشود. این سلول شامل یک آند و کاتد است که هر یک ممکن است به شکلهای مختلفی در این سلول قرار گیرند.
هنگامی که واکنش کاتدی در یک ناحیۀ بزرگ (پوشش) و واکنش آندی در یک ناحیۀ کوچک (فلز در معرض الکترولیت) ایجاد شود، حفره یا سوراخ کوچکی به وجود میآید. به عبارت دیگر، تقاضای زیاد الکترون توسط کاتد بزرگ که روی آند کوچک قرار میگیرد، دلیل آغاز این پدیده است.
خوردگی حفره ای چگونه آغاز میشود؟
معمولاً سه عامل اصلی وجود دارد که سبب شروع این نوع از خوردگی میشوند:
عامل اول که در صنعت شایعتر است، آسیب شیمیایی یا مکانیکی به لایۀ اکسیدی محافظ است. این آسیبها ممکن است از عوامل شیمیایی موجود در آب ناشی شوند که باعث از بین رفتن لایۀ غیرفعال میشوند. همچنین غلظت کم اکسیژن محلول (که باعث میشود یک لایه اکسید محافظ پایدار نباشد) و غلظت زیاد کلرید (مانند آب دریا) نیز میتوانند باعث تخریب لایۀ محافظ شوند.
عامل دوم آسیب موضعی به قطعه یا بهکارگیری ضعیف پوشش محافظ است.
در نهایت عامل سوم وجود هر گونه غیریکنواختی در ساختار فلزی (به عنوان مثال حل شدن اجزای غیرفلزی در آن) است که باید تا حد امکان از آن جلوگیری کرد.
زمانی که محلول روی سطح فلز حاوی یونهای کلرید، هیپوکلریت یا برومید باشد، احتمال حفرهدار شدن قطعه بسیار قوی است. محلولهای حاوی فلوراید، یدید و سولفید نیز به عنوان تقویت کنندۀ حفره شناخته میشوند.
حفره دار شدن حتی با وجود قطرات ریز آب امکان پذیر است!
این عنوان به نمونۀ متداولی از خوردگی حفره ای اشاره دارد که در آن فلز در معرض قطرات آب و ذرات گرد و غبار قرار گیرد. ناحیۀ زیر قطره دارای اکسیژن کافی نیست، در حالی که مناطق اطراف آن به خوبی اکسیژن دارند. این موضوع منجر به نوعی از خوردگی می شود که با نام Differential Aeration Corrosion شناخته میشود. در این حالت مناطق اطراف به صورت کاتدی هستند و منطقۀ کوچک زیر قطرات آندی خواهد بود.
الکترونها از فلز عبور میکنند و به آب و اکسیژن میرسند. یونها تشکیل شده و پس از پیوستن به هم خنثی میشوند تا زنگ زدگی نهایی را ایجاد کنند. با ایجاد زنگزدگی است که حفرات و شکافهایی در فلز پایه ایجاد میشوند.
همانطور که پیش از این گفتیم، خوردگی حفره ای میتواند به اشکال مختلفی ظاهر شود. شکل حفره تا حد زیادی به مادۀ تحت تأثیر و جهت دانهبندی در داخل آن ماده بستگی دارد. به طور کلی فلزات غیرفعال (Passive Metals) و آلیاژها بیشتر تحت تأثیر این نوع خوردگی قرار میگیرند.
در این میان فولاد زنگ نزن و آلومینیوم دو مورد از فلزات صنعتی مستعد به پیتینگ هستند. البته ذکر این نکته ضروری است که بسته به شرایط محیطی و شیمیایی، تقریباً هر فلز یا مادهای میتواند در معرض این نوع خوردگی باشد.
پیتینگ آهن …
مکانیزم تشکیل حفرات در یک قطعۀ آهنی در حضور آب و هوا را میتوان با اکسیداسیون آهن در اثر تماس با آب مشابه دانست. جایی که Fe تبدیل به +Fe2 میشود. اینجاست که حفره شروع به شکلگیری میکند. با ایجاد +Fe2 دو الکترون نیز آزاد میشود.
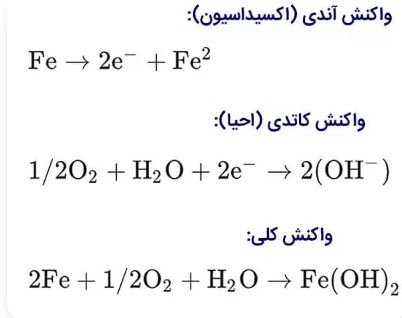
این دو الکترون از طریق آهن به منطقۀ کاتدی میرود و در آنجا با اکسیژن (O2) ترکیب میشوند و یونهای هیدروکسیل (–OH) تشکیل میدهند. +Fe2 با یونهای هیدروکسیل واکنش داده و اکسید آهن آبدار (Fe (OH)2) را تشکیل میدهد که با عنوان زنگ آهن (Rust) شناخته میشود.
تست و بررسی خوردگی حفره ای
استانداردهای متعددی به ارائهی ضوابط مربوط به این نوع خوردگی پرداخته اند که در این میان ASTM G46 – 94 و ASTM G48 – 11 از متداولترینها هستند. بسته به سطح حساسیت سازهها، روشهای مختلفی را میتوان برای آزمایش حفرات ناشی از خوردگی به کار گرفت. در ادامۀ این مقاله، این روشها را به طور مختصر بررسی کردهایم.
بازرسی چشمی
بازرسی چشمی سطح فلز خورده شده اولین و اساسیترین روشی است که به کار میرود. تعداد حفرات را با استفاده از ذرهبین در یک سطح مشخص (مثلاً 20 سانتیمتر مربع) میتوان شمارش کرد تا اندازۀ تقریبی و توزیع حفرات مشخص شود.
تعداد حفرات لزوما مهمترین عاملی نیست که باید در نظر گرفت. این عمق حفره است که بزرگترین خطر را دارد. یک حفرۀ باریک با عمق زیاد خطرناکترین نقصی است که سازههای فلزی صنعتی را تهدید میکند. برای بررسی قطعات تحت این نوع خوردگی در آزمایشگاه، میتوان با استفاده از مقطع متالوگرافی، عمق حفرات را مشخص کرد و شدت حمله را ارزیابی نمود.
آزمون الکترومغناطیسی
این روش برای تشخیص نقص یا بینظمی در ساختار مواد رسانای الکتریکی مانند فولاد و آهن استفاده میشود. قطعات دارای حفره، یک میدان مغناطیسی تولید میکنند که متفاوت از مادۀ مرجع (بدون نقص) است.
آزمون التراسونیک
در این روش، پالسهای التراسونیک که دارای انرژی صوتی هستند، از طریق یک کوپل نفتی یا آب به سطح فلز منتقل میشوند. امواجی تولید میشوند و پژواکهایی بازتاب مییابند که در ادامۀ فرایند به سیگنالهای الکتریکی تبدیل میشوند.
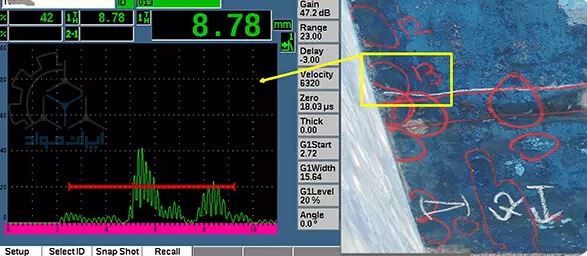
این سیگنالها را میتوان تفسیر کرد تا محل حفرهها، شکافها و نقایص موجود در فلز مشخص شود. این تست از حساسیت خوبی برخوردار است و اطلاعات آنی راجع به عمق، عرض و محل حفرهها و دیگر نقصها ارائه میدهد.
آزمون غوطهوری
این تکنیک که به روش کاهش وزن نیز معروف است، گزینۀ دیگری است که برای ارزیابی پیتینگ روی میز ما قرار دارد. اما یک مشکل دارد:
اجرای این تست زمان زیادی میبرد.
در آزمون غوطهوری، قطعۀ فلزی در یک محلول مشخص غوطهور میشود. پس از چند روز محلول از این سیستم حذف میشود تا میزان خوردگی محاسبه شود. شما میتوانید حفرهها را زیر میکروسکوپ مشاهده کنید و محاسبات مربوط به مساحت و عمق آنها را انجام دهید.
استانداردهای مختلفی وجود دارد که مربوط به آزمایش های حفرهدار شدن الکتروشیمیایی فولادهای زنگ نزن هستند. محبوبترین آنها عبارتاند از:
- آزمون پلاریزاسیون حلقوی: ASTM G61
- تست دمای حفرۀ الکتروشیمیایی: ASTM G150
پس از وقوع خوردگی حفره ای چه اقداماتی باید انجام داد؟
اگر میزان خوردگی حفره ای بر اساس استاندارد به اندازهای باشد که قطعه نتواند به کارش ادامه دهد، حتماً باید جایگزین شود. اما اگر به این نتیجه رسیدید که می توان به موقع جلوی این خوردگی را گرفت، با استفاده از روش های زیر اثرات این خوردگی را برطرف کنید و قطعه را برای ادامه کار تایید کنید.
نکتۀ مهم این است که برای ارزیابی حفرات یا پاکسازی سطح، بهتر است از به کارگیری محلولهایی که بیش از حد روی فلز پایه تاثیر مخرب میگذارند، خودداری کنید. متداولترین عملیاتی که برای برطرف کردن آثار ضعیف پیتینگ به کار میرود، استفاده از یک پوشش پایۀ آغازگر (Base Primer Coating) و به دنبال آن اعمال یک یا دو لایه بر روی آن است.
پوشش اولیۀ فسفات روی
استفاده از فسفات روی به عنوان لایۀ زیرین (Zinc Phosphate Priming) یکی از محبوبترین روشهای پوششدهی برای محافظت در برابر خوردگی حفره ای است. آغازگرهای فرموله شدۀ خاصی مانند فسفات روی مقاومت در برابر خوردگی را تا حد زیادی بهبود میبخشند.
متالیزه کردن با اسپری روی
روش دیگر، استفاده از متالیزاسیون با اسپری روی (Zinc Spray Metallising) است. پوشش حاصل از این روش دارای سطحی صاف است که از لحاظ زیبایی و کارآیی بسیار محبوب است.
بدیهی است که این روش، همان درجۀ محافظتی که گالوانیزاسیون داغ دارد را ندارد. اما از آنجا که این فرآیند در دمای پایین انجام میگیرد، خطر آسیب به فلز بسیار کمتر است. اسپری روی برای استفاده در وسایل فلزی تزئینی مانند نمایشگاههای هنری و نردههای فلزی ساختمانی ایدهآل است.
پوششدهی پودری
در این روش با استفاده از هوای الکترواستاتیک یا فشرده، مادۀ پودری فرموله شدۀ خاصی بر روی سطح فولاد اعمال میشود. سپس زینتر میشود و یک لایۀ محافظ صاف ایجاد میکند. فولادی که به این روش مقاوم میشود، نه تنها در برابر خوردگی و آسیب UV محافظت میشود، بلکه در برابر لایهبرداری، خراشیدن و ترک خوردگی نیز مقاومت بالایی خواهد داشت.
غوطهوری گرم
غوطهوری گرم (Hot dipping) روشی برای اعمال پوشش گالوانیزه است که میتواند روی فولاد در هر شکل و اندازهای استفاده شود. این فرایند شامل غوطهور کردن فولاد در حمام روی مذاب در دمای حداکثر 450 درجۀ سلسیوس است. فولاد گالوانیزه که به این روش مقاوم میشود، یک انتخاب محبوب برای کاربردهای مربوط به لوله است. زیرا در برابر خوردگی حفره ای در شرایط شدید آبوهوایی محافظت میشود.
چگونه می توان آثار پیتینگ را به حداقل رساند؟
برای این کار باید عوامل محیطی که باعث حفرهدار شدن میشوند، به حداقل برسند. رطوبت، دما، اسیدهای کلریدی و میزان نمک محیط از جمله این عوامل هستند که بایستی کنترل شوند.
برای محافظت کاتدی، فلزی که در معرض خطر است باید با فلز فعال و واکنشپذیری پوشش داده شود که به راحتی به جای زیرلایه خورده شود. این فرایند میتواند مانند اعمال پوشش گالوانیزۀ روی یا مشابه آن باشد. در این حالت، فلز واکنشپذیر به عنوان آند عمل میکند و با خورده شدن، از خوردگی فلز پایه جلوگیری میکند.
رای محافظت در برابر حملات شیمیایی، آلیاژها عملکرد بهتری نسبت به فلزات خالص دارند. آلیاژهای حاوی تیتانیوم، نیتروژن، کروم و مولیبدن در محیطهایی که دارای مقدار زیادی یون کلرید هستند، مقاومت به خوردگی خوبی از خود نشان میدهند.
جمعبندی
در این مقاله تلاش کردیم تا اطلاعات کاملی نسبت به خوردگی حفره ای، روش های شناسایی و کنترل آن برای شما ارائه کنیم. حفرهدار شدن در اثر خوردگی معمولاً در موادی که دارای لایۀ محافظ هستند رخ میدهد. این نقص میتواند به سرعت به فلز نفوذ کند؛ در حالی که دیگر قسمتهای سطح فلز ممکن است کاملاً عاری از خوردگی باشند. زمانی که فلز در معرض واکنش قرار میگیرد، الکترونهای موجود در آن آزاد میشوند و بدین ترتیب حفرههای ریزی روی سطح فلز تشکیل میشوند. فولاد زنگ نزن، کروم، آهن، کبالت، آلومینیوم، مس و برخی از آلیاژهای این عناصر مستعد پیتینگ هستند.
منبع: سایت ایران مواد







